
在石墨烯大规模工业化进程中,质量控制是决定商业化成败的关键环节。化学气相沉积(CVD)法在铜箔上生长石墨烯已成为主流,但如何快速、非破坏性地评估覆盖率和质量,一直困扰着产线工程师。光子湾激光共聚焦显微镜(CLSM)的反射模式为此提供了实用解决方案。它能在几秒内完成高对比成像,实现非破坏性石墨烯检测与实时质量评估,有效连接实验室研发与卷对卷(R2R)生产。
CVD石墨烯工业化面临的表征痛点
CVD生长过程易出现覆盖不均、缺陷聚集等问题。传统方法局限明显:拉曼光谱虽能提供结构细节,但扫描速度慢,无法满足大面积实时需求;普通光学显微镜(OM)在Cu箔上对比度低,亮场常因氧化模糊,暗场易受表面粗糙度干扰。这些问题导致反馈延迟,废品率上升,工艺优化成本增加。
因此,行业迫切需要一种适用于不透明Cu基底的快速、非接触表征工具。反射模式激光共聚焦显微镜正是在这一背景下展现出显著价值。
铜箔上 CVD 石墨烯的清晰 CLSM 图像
CLSM的成像原理与覆盖率检测优势
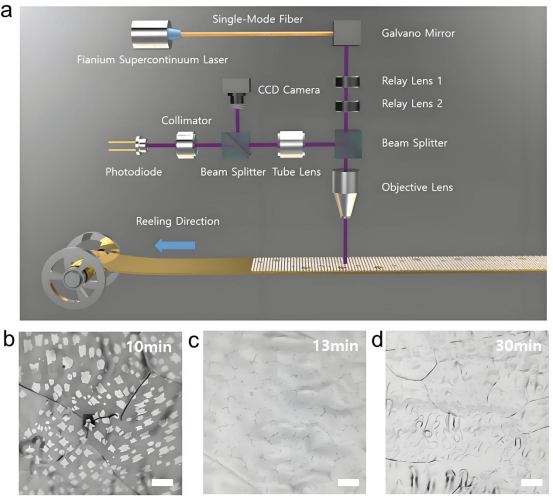
激光共聚焦显微镜利用点扫描和针孔技术实现光学切片。在反射模式下,石墨烯覆盖区域呈现明亮区,裸露铜基底则为暗区。这种高对比能清晰区分亚单层到全覆盖的不同阶段。
与亮场(BF)和暗场(DF)光学显微镜相比,反射模式CLSM成像速度快、对比度高、无需样品预处理,且不受轻微氧化过多影响。这些优势使其特别适合产线在线监测,支持非破坏性石墨烯检测。
CVD 石墨烯在铜上的明场、暗场和共聚焦激光扫描显微镜(CLSM)图像对比
波长选择对石墨烯成像对比度的影响
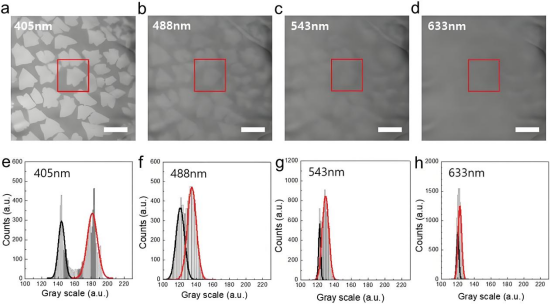
激光波长直接影响成像效果。测试显示,405nm波长下石墨烯与铜的反射对比度(Rc)最高。随着波长增加至488nm、543nm或633nm,对比度逐步下降。通过灰度直方图可见,405nm时亮区与暗区分离最为明显。
这一发现为工业应用提供了清晰指导:选择合适波长可显著提升检测效率和准确性。
CLSM 图像与入射激光波长的关系
#Photonixbay.
从光学对比到石墨烯质量评估的理论与实践
反射对比度Rc不仅反映覆盖率,还与石墨烯缺陷密度相关。缺陷越多,Rc值越低。这一关系可通过Fresnel干涉公式结合紧束缚模型解释:石墨烯光学电导率的变化直接影响反射特性。
实用CVD石墨烯表征核对清单
以下是一份简易操作清单,帮助团队快速落地:
优先用405nm激光扫描Cu箔样品。
在反射模式下观察亮暗区分布,估算覆盖率。
记录Rc值,较低区域重点检查缺陷。
以CLSM作为快速初筛,必要时结合拉曼验证。
在R2R产线集成自动化模块,设置阈值报警。
积累历史数据,持续优化生长工艺。
这份清单将定性观察转化为标准化流程,降低人为误差。
#Photonixbay.
共聚焦显微镜在石墨烯产线中的差异化应用
工业场景下,工业级激光共聚焦石墨烯表征需求更高。共聚焦显微镜在保留反射模式高对比优势的同时,提供纳米级3D表面形貌重建,并符合ISO 25178表面粗糙度标准,可同时输出层数、缺陷和界面量化数据。
在新能源电池电极材料生产中,石墨烯覆盖均匀性直接影响性能。通过类似工业级非接触测量方案,企业能实现从快速成像到工艺闭环优化的升级,显著提升材料一致性。本土化服务与性价比优势,进一步降低了产线部署门槛。
激光共聚焦显微镜凭借反射模式的高对比、非破坏、快速成像特点,有效解决了CVD石墨烯在Cu箔上的实时质量控制难题,并在波长优化与缺陷敏感性上提供了可靠支撑。










